技術情報
インサート成形と2色成形の違いとは?
- 成形
樹脂製品のインサート成形とは、1材質目を成形した製品を金型から取り出し、もう1面の金型にインサートし、2材質目を射出成形して最終製品を製作する方法です。2色成形品に対して出来上がったものは同様に見えますが、中身は細かな違いがあります。ここではインサート成形と2色成形の違いを説明いたします。
インサート成形と2色成形の違い
| 工法 | インサート成形 | 2色成形 |
| 品質 | △ | ○ |
| 金型コスト | ○ | △ |
| 製品コスト | 製品による | 製品による |
| 生産ロット | 小ロット向き | 大ロット向き |
| 省人化 | △ | ○ |
それぞれの比較項目について、以下にご説明いたします。
製品品質
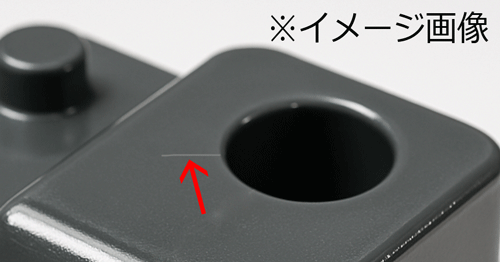
インサート成形では、2次成形の金型にインサートするときに傷がつく恐れがあります。さらに、どうしても、製品と金型にクリアランスが生じますので、製品形状によっては、2次材質の見切りが難しく、“バリ”や“カブリ”の発生率が高くなります。
また、1次成形品が常温に冷えてからインサートしますので、1次、2次の収縮率の差によっては変形することが考えられます。これは2色成形でも起こることですが、2色成形では1次の金型温度を調節することによって、2次成形時における樹脂温度差を縮めることにより、この変形は抑えられる方向となります。
また、樹脂どうしの融着に関しても、1次成形品が冷えていることにより、インサート成形の方が不利となります。
このように製品品質の面からはインサート成形の方が不利と言えます。
コスト
金型コスト
金型はインサート成形では2面、2色成形では1面必要です。2面必要なものの、インサート成形では金型構造が比較的簡単になることが多いため、
インサート成形2面のコスト < 2色成形1面のコスト となることも往々にしてあります。
製品コスト
これは一概に言えませんが、インサート成形では通常、1材質目の製品をインサートするために、2材質目の成形時に成形機に人が一人つく必要があります。
それに比べて、ほとんどの2色成形は無人成形を想定して金型が作成されるので、人件費の面で有利です。しかし、インサートの成形機(通常単色成形機)は2回成形しても、それぞれの機械チャージは2色成形機より安く、この点は有利とも言えます。
それぞれに有利、不利があり、トータルコストは製品の内容によると言えます。
生産ロット
2色成形は金型設定の段取り時間が通常の単色成形より長くなります。しかし、一旦設定してしまえば、ほぼ自動成形が連続で可能ですので、大ロット向きだと言えます。小ロットの場合であれば、インサート成形が向いています。どうしても、大ロットで、インサート成形ということであれば、人件費の面からは海外生産の方が適していると言えます。
省人化
樹脂射出成形は一度段取りの設定をするとほぼ自動で連続成形が可能なことがメリットになる成形方法です。コストの面でも述べましたがインサート成形は2材質目の成形時に人が必ずつく必要が出てきます。一方で2色成形は1度設定してしまえば自動で連続成形が可能になるので、成形時に必要な人員としては2色成形のほうが有利と言えます。このように2色成形は省人化に寄与する成形方法であり、これは成形メーカーだけのメリットではなく、人材が確保できないためにお客様の希望の納期に対応できない、といった状況も回避しやすく、お客様にもメリットのある成形方法と言えます。
まとめ
以上のように、インサート成形と2色成形のそれぞれにメリット・デメリットがあります。
2色成形に関してご相談がございましたら、遠慮なくお問い合わせください。
最新の技術情報
-

2色成形の発注から納品まで完全ガイド|はじめての方向けフロー解説
2色成形のご相談からご発注、量産化までの流れとポイントをわかりやすく解説します!…詳しく見る
-
プラスチック組立を効率化する2色成形の活用法
プラスチック組立の課題を2色成形で解決。工数削減と品質安定を両立し、生産効率を高めます。…詳しく見る
-
ウェルドライン対策
2色成形技術とウェルドラインの抑制技術を組み合わせ、お客様のニーズに応じた高品質な製品を提供しています。…詳しく見る
-

プラスチック・樹脂製品の組立コストを削減する「工法転換」のポイント
プラスチック製品のコストダウンについて プラスチック製品のコストダウンにはいくつかの手法があり、適切な手法を取り入れることは最終製品の商品力(=価格競争力)に大…詳しく見る
-

医療業界向け!2色成形活用のメリットとは?
2色成形とは、異なるプラスチックやエラストマーを一度に成形し一体化する技術で、デザイン性や機能性を付与し、コスト削減にも寄与する工法です。医療業界においても様々な場面で用いられている加工技術です。本記事では、医療業界向けの2色成形活用のメリットをご紹介いたします。…詳しく見る
-

剥離しない2色成形のポイント
2色成形の剥離防止には材料の相性が重要です。材料の組み合わせの他、鍵となるポイントについても解説します。…詳しく見る