技術情報
ウェルドライン対策
- 成形
ウエルドラインとは?樹脂製品の品質を左右する重要課題
射出成形は、樹脂を溶かして金型に射出し、冷却して製品を作る方法です。この過程で、ウェルドラインが発生することがあります。ウェルドラインとは、溶けた樹脂が金型の中で様々な方向から流れ込み、合流する部分にできるスジ状(ライン状)の模様や境界のことです。見た目にわかるスジや光沢の違いとして現れることもあれば、内部で強度の弱い領域となる場合もあります。
このウエルドラインは、製品の外観品質や機能性、さらには機械的強度にまで影響を及ぼすため、特に高い品質が求められる製品では重大な問題となります。
ウェルドラインが製品の外観に与える影響
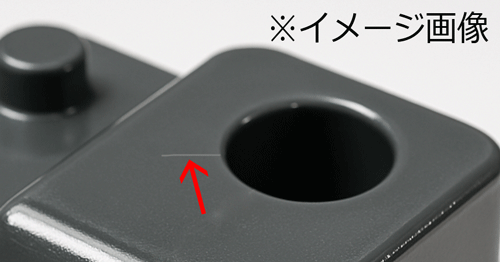
製品表面に目立つスジ状の線が残ってしまうと、家電筐体や自動車部品など、見た目が重視される製品では致命的です。また、ウエルドライン部は材料の結合が不十分なことが多く、強度の低下やクラックの原因となる場合もあります。
ウエルドラインが発生するメカニズムと主な原因
複数の樹脂の流れが金型内で合流して発生する
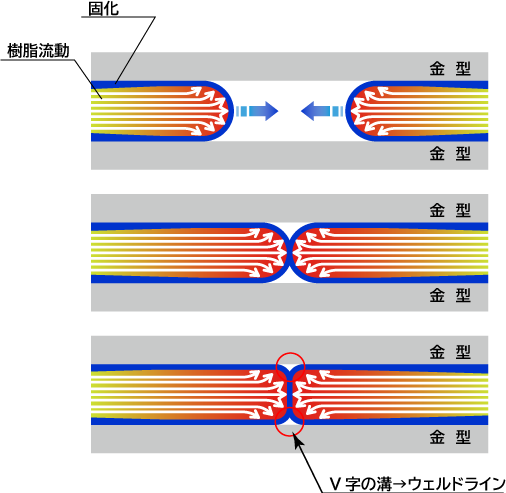
溶けた樹脂が金型内を流れていく間に、金型に接する部分が冷えて少しずつ固まります。そして、樹脂が合流するときに、冷えて固まりかけた部分同士が混ざらずに“V字の溝”が発生します。これが筋状の模様=ウェルドラインに見えるのです。
ウェルドラインの発生を抑えるには、金型温度や製品の厚さ調整、ゲート位置の工夫が大切です。
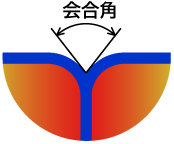
ウェルドラインの発生とその抑制において、会合角(または融合角、meld angle)は非常に重要な役割を果たします。会合角とは、樹脂の流れが合流する際の角度を指し、この角度が大きいほどウェルドラインが目立ちにくくなります。
金型設計に起因する原因
ゲート位置、冷却回路の配置、金型内の流動経路などが不適切であると、樹脂の流れが複雑になりウエルドラインが発生しやすくなります。金型設計段階での予測と対策が重要です。
成形条件に起因する原因
成形温度、金型温度、射出速度、保圧などの成形条件もウエルドラインに大きく影響します。特に低温・低圧の場合は樹脂同士の溶着が弱く、目立つウエルドラインとなるリスクが高まります。
一般的なウエルドライン対策
成形条件の調整
以下のような成形条件の調整でウェルドのコントロールができる場合があります。
- 射出速度の調整:高速射出により、流れがスムーズになり、会合角が大きくなることが期待できます。
- 溶融温度の調整:適切な溶融温度により、樹脂の流動性が高まり、流れの合流が滑らかになります。
- 金型温度の調整:金型温度を適切に設定することで、流れが冷却されず、スムーズに合流するようになります。
ゲート位置の最適化
射出成形におけるゲートの位置は、樹脂の流動パターンに大きな影響を与えます。適切なゲート位置を選定することで、ウェルドラインが形成されにくい流動パターンを作り出すことが可能です。
流路設計の工夫
金型内の流路を工夫することで、流れがスムーズに合流し、会合角を大きく保つことができます。例えば、流路を曲げたり、障害物を避けるように設計することで、流れの分断を最小限に抑えます。
角一化成の樹脂流動解析(CAE)を活用したウェルドライン対策
当社では、樹脂流動解析(CAE)を活用し、成形前の段階でウエルドラインの発生位置や成形不良のリスクを予測しています。CAEによる可視化は、金型設計や条件出しの精度を大幅に高めることができ、事前の対策にもつながります。
樹脂流動解析(CAE)を用いた対策事例の紹介
意匠性と成形性を両立を要求される製品では、ウェルドラインの発生は避けたい問題です。2色成形は積層成形が可能で、意匠面に加飾することで見栄えや質感を向上させ、高級感を演出できますが、ウェルドラインの発生を抑えるためには工夫が必要です。樹脂流動解析(CAE)により樹脂同士の流れを最適化し、融合をスムーズに行うことで対応が可能です。
2色成形品のウエルドライン対策なら当社へご相談ください
当社は2色成形に特化した技術力を持ち、これまで数多くの高品質製品を生み出してきました。特に、外観品質と機能性を両立させることが求められる分野では、ウエルドラインの制御が極めて重要です。
ウェルドラインレス(ウェルドレス)を目指した金型設計・成形条件の検討、さらにCAEの活用による最適化まで、一貫した技術支援が可能です。2色成形に関するお悩み、ウエルドライン対策については、ぜひ当社にご相談ください。
最新の技術情報
-

2色成形の発注から納品まで完全ガイド|はじめての方向けフロー解説
2色成形のご相談からご発注、量産化までの流れとポイントをわかりやすく解説します!…詳しく見る
-
プラスチック組立を効率化する2色成形の活用法
プラスチック組立の課題を2色成形で解決。工数削減と品質安定を両立し、生産効率を高めます。…詳しく見る
-
ウェルドライン対策
2色成形技術とウェルドラインの抑制技術を組み合わせ、お客様のニーズに応じた高品質な製品を提供しています。…詳しく見る
-

プラスチック・樹脂製品の組立コストを削減する「工法転換」のポイント
プラスチック製品のコストダウンについて プラスチック製品のコストダウンにはいくつかの手法があり、適切な手法を取り入れることは最終製品の商品力(=価格競争力)に大…詳しく見る
-

医療業界向け!2色成形活用のメリットとは?
2色成形とは、異なるプラスチックやエラストマーを一度に成形し一体化する技術で、デザイン性や機能性を付与し、コスト削減にも寄与する工法です。医療業界においても様々な場面で用いられている加工技術です。本記事では、医療業界向けの2色成形活用のメリットをご紹介いたします。…詳しく見る
-

剥離しない2色成形のポイント
2色成形の剥離防止には材料の相性が重要です。材料の組み合わせの他、鍵となるポイントについても解説します。…詳しく見る